
 С сентября 2006 года серийно выпускается БМВ 3-й серии купе (Е92). Невзирая на свое техническое родство с седаном и Touring, купе БМВ 3-й серии имеет
С сентября 2006 года серийно выпускается БМВ 3-й серии купе (Е92). Невзирая на свое техническое родство с седаном и Touring, купе БМВ 3-й серии имеет
 Аш длительный тест Range Rover Sport Supercharged подошел к концу. Первая хорошая новость: машину не угнали! Вторая: несмотря на соблазн, за
Аш длительный тест Range Rover Sport Supercharged подошел к концу. Первая хорошая новость: машину не угнали! Вторая: несмотря на соблазн, за
 Audi E-tron, представленный на автосалоне в Детройте в январе 2010 года, совсем не то же самое, что E-tron, который выставлялся осенью на IAA 2009 во
Audi E-tron, представленный на автосалоне в Детройте в январе 2010 года, совсем не то же самое, что E-tron, который выставлялся осенью на IAA 2009 во
 В зимнее время года при морозной погоде аккумулятор автомобиля испытывает нагрузку намного больше, чем в летнее время. Автовладельцами замеченны
В зимнее время года при морозной погоде аккумулятор автомобиля испытывает нагрузку намного больше, чем в летнее время. Автовладельцами замеченны
 Эта модель расширяет присутствие компании SEAT в сегменте рынка престижных автомобилей. Toledo - первый автомобиль компании дизайн которого выполнен
Эта модель расширяет присутствие компании SEAT в сегменте рынка престижных автомобилей. Toledo - первый автомобиль компании дизайн которого выполнен
 В 2000 г. семейство японских Corolla лишь обновилось. Спрос на эти машины падал и классическая Corolla уже не устраивала японских покупателей. Как
В 2000 г. семейство японских Corolla лишь обновилось. Спрос на эти машины падал и классическая Corolla уже не устраивала японских покупателей. Как
 Skoda Octavia - это современный переднеприводной автомобиль с поперечным расположением двигателя. На нём может стоять один из пяти моторов концерна
Skoda Octavia - это современный переднеприводной автомобиль с поперечным расположением двигателя. На нём может стоять один из пяти моторов концерна
 Дебют серийной модели PT Cruiser состоялся в 1999 году в Детройте. Компании Chrysler удалось зацепить ностальгическую струну в душе каждого простого
Дебют серийной модели PT Cruiser состоялся в 1999 году в Детройте. Компании Chrysler удалось зацепить ностальгическую струну в душе каждого простого
 Компания сыграла на контрасте, представив одновременно две модели, совершенно противоположные по идеологии: сверхэкономичный лимузин-гибрид А8 и
Компания сыграла на контрасте, представив одновременно две модели, совершенно противоположные по идеологии: сверхэкономичный лимузин-гибрид А8 и
 Toyota Tundra (Тойота Тундра) проектировался как грузовик. Мощный двигатель, основательная рама и большая грузоподъемность... вот что отличает этот
Toyota Tundra (Тойота Тундра) проектировался как грузовик. Мощный двигатель, основательная рама и большая грузоподъемность... вот что отличает этот

Сучасні зварювальні апарати для оптоволокна зварюють оптичні волокна, розплавляючи їх за допомогою електричної дуги, яка створюється між двома електродами. В процесі роботи апарату електроди поступово вигорають, що призводить до нестабільних параметрах дуги і, як наслідок, до неякісним зварюванням.
У цій статті ми розглянемо як знос електродів впливає на якість зварювання оптичних волокон, приділимо увагу деяким важливим особливостям, пов'язаним з електродами і електричною дугою апарату, а також розповімо як правильно замінити електроди в зварювальних апаратах Fujikura.
Залежно від типу апарату, для якого вони призначені, електроди розрізняються довжиною, товщиною і формою кріпильного потовщення. На фотографії нижче показані деякі типи електродів, що випускаються компанією Fujikura. електроди ELCT2-20A , Довжиною 20 мм, використовуються в більшості моделей магістральних апаратів Fujikura: 80S , 62S , FSM-60 , FSM-50 та ін. Укорочені електроди ELCT2-12 , Довжиною 12 мм, використовуються в мініатюрних моделях апаратів, призначених для мереж масштабу міста і мереж доступу: Fujikura 22S , 12S та ін. Решта чотири моделі електродів, розташовані в нижній частині фотографії, використовуються в застарілих апаратах: Fujikura FSM-40S і ін.

Різновиди електродів Fujikura.
Оригінальні електроди, які виробляються в Японії на заводі Fujikura, виготовляються зі спеціального вольфрамового сплаву з ретельним контролем його хімічного складу і геометричних розмірів електродів. Довжина електродів і форма робочого вістря контролюється з точністю 0,01 мм. Точне дотримання розмірів електродів важливо для стабільності робочої дуги, а спеціально підібраний склад вольфрамового сплаву забезпечує тривалу роботу і мінімізує вигоряння вістря.
На фотографіях нижче показані оригінальні електроди Fujikura ELCT2-20A (зліва) і один з видів підробки (праворуч). Оригінальні електроди поставляються в герметичній упаковці і містять опукле зображення букви F на кріпильний кінці кожного електрода. Пара оригінальних електродів коштує близько $ 60 і забезпечує до 5000 якісних сварок. Підроблені електроди стоять в два рази дешевше, але, в залежності від різновиду, або взагалі не здатні забезпечити нормальну дугу, або варять, але недостатньо якісно і швидко вигоряють. Зазвичай таких підробок вистачає не більше ніж на 2000 посередніх сварок.
Коли електроди нові і параметри зварювання обрані правильно, дуга, зварюють волокна, повинна бути яскравою, рівномірної і перебувати в центральній частині екрану апарату. Якщо волокна були очищені недостатньо добре, то під час роботи дуги, в робочій зоні зварювання можуть з'являтися невеликі яскраві точки. При цьому сама дуга не повинна різко змінювати яскравість або положення.
У цьому відео показані всі етапи зварювання двох оптичних волокон за допомогою апарату Fujikura 80S. Зверніть увагу на крок 6 цього відео, де показана основна дуга з уповільненням в п'ять разів.
На кроці 6 цього відео показана основна дуга з уповільненням в п'ять разів.
Навіть найякісніші і тугоплавкі електроди з кожної дугою потроху вигорають. Їх кінці поступово змінюють форму і коротшають. На самих кінчиках накопичується нагар. Як наслідок - відстань між електродами збільшується, апарат, щоб компенсувати збільшення, піднімає робоча напруга дуги і регулює інші її параметри. За рахунок такої постійної автопідстроювання параметрів дуги сучасні прошивки зварювальних апаратів Fujikura можуть гарантувати виконання до 5 000 сварок. На сьогодні це рекордний показник! Після 5 000 сварок електроди необхідно замінити, так як дуга стає зовсім нестабільною. Якщо продовжувати варити, не змінюючи електроди, то відсоток поганих сварок значно збільшиться і апарат буде часто видавати помилку "Нестабільна дуга".
Щоб краще продемонструвати, що відбувається з електродами в процесі роботи, на цій фотографії показано збільшене зображення кінців електродів після 2 500 сварок, 5 000, 7 500 і 10 000 сварок.
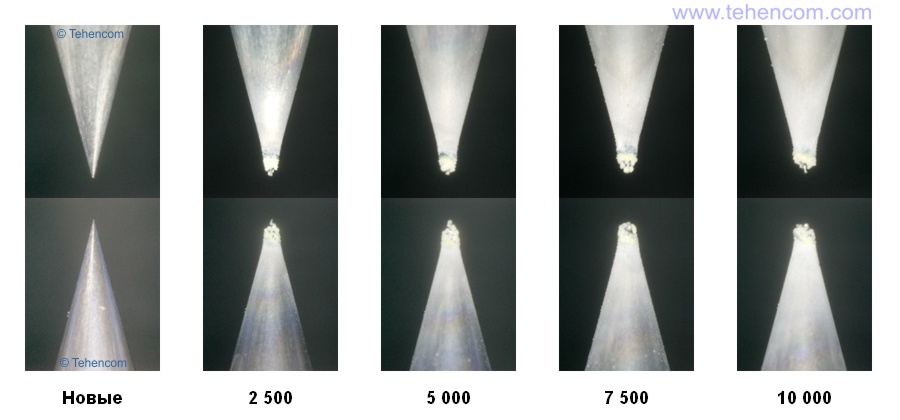
Ступінь вигоряння решт електродів Fujikura в залежності від кількості сварок.
Для того, щоб замінити електроди в апараті Fujikura, необхідно виконати кілька простих дій. Спочатку необхідно зайти в меню апарату "Обслуговування - Maintenance Menu", потім в підміню "Заміна електродів - Replace Electrodes", після цього з'явиться повідомлення, щоб Ви вимкнули апарат, замінили електроди на нові і після цього включили апарат.
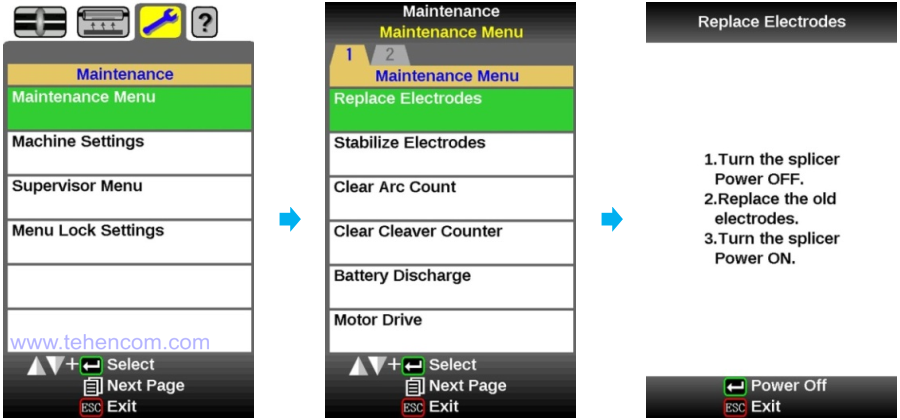
Перед заміною електродів необхідно вибрати відповідний пункт в меню апарату.
Тепер необхідно вимкнути живлення апарату, відкрутити і зняти з електродів два пластикових захисних ковпачка. Потім відкрутити два гвинти власників електродів. Далі видалити старі електроди і акуратно встановити нові, стежачи, щоб під час заміни кінці нових електродів ні до чого не торкалися.

Відкручуємо власники, акуратно міняємо електроди і закручуємо власники.
Після того, як старі електроди були замінені на нові, необхідно включити апарат. На екрані з'явиться повідомлення про необхідність зачистити, сколоти і встановити в апарат два одномодових волокна. Це необхідно, щоб апарат міг здійснити первинну стабілізацію електродів і калібрування дуги. В процесі стабілізації, апарат буде кілька десятків разів включати дугу і плавляться кінці волокон без їх зварювання. Аналізуючи ступінь оплавлення кінців волокон, апарат буде автоматично коригувати параметри дуги.
Якщо процес початкової стабілізації електродів завершиться помилкою потужності або положення дуги, то необхідний просто повторити процедуру стабілізації. Треба зачистити, сколоти і встановити в апарат ще одну пару одномодових волокон і натиснути клавішу "Enter". Після успішної стабілізації, апарат видасть повідомлення, що потужність і положення дуги "В нормі". Тепер апарат готовий для виконання наступних 5000 якісних сварок.
Відповідні меню апарату показані на цій фотографії. Звертаємо Вашу увагу на те, що всі апарати Fujikura, реалізовані в Україні, повністю русифіковані.
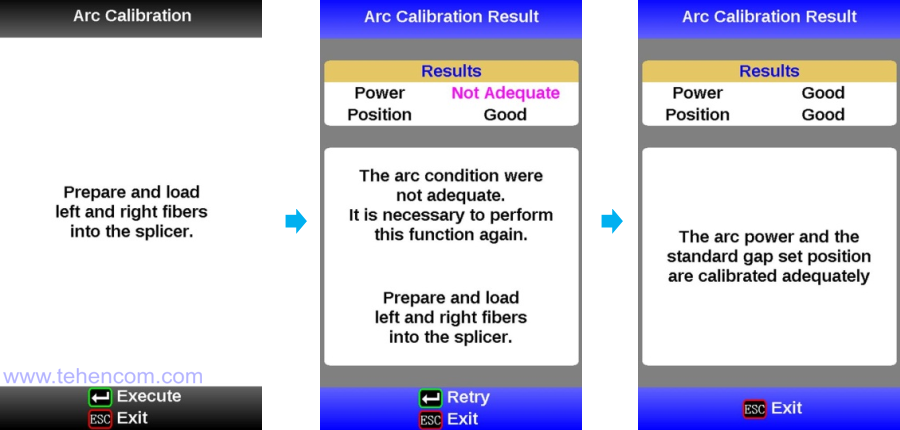
Після заміни електродів необхідно виконати стабілізацію і калібрування дуги.
При роботі дуги кінці електродів поступово вигорають. Апарат автоматично коригує параметри дуги, щоб компенсувати вигоряння, але зі збільшенням числа сварок це стає все складніше.
Використання фірмових електродів Fujikura і останніх версій прошивок апаратів дозволяє збільшити кількість якісних сварок до 5 000.
Після виконання 5 000 сварок, електроди необхідно замінити, дотримуючись методику, викладену вище.
Щоб ознайомитися з повним переліком моделей зварювальних апаратів для оптоволокна японської компанії Fujikura, переходите на головну сторінку зварювальних апаратів . А щоб краще розбиратися в конструкціях різних типів апаратів і сколювачем, прочитайте ці матеріали:
 Типи апаратів за методом юстирування (вирівнювання) оптичних волокон
Типи апаратів за методом юстирування (вирівнювання) оптичних волокон
У чому відмінність між сколювачем Fujikura? Питання та відповіді
Якщо Вам необхідна детальна інформація за цінами або технічна консультація щодо вибору оптимального зварювального апарату для Вашої завдання, просто зателефонуйте нам або напишіть нам по E-mail і ми з радістю відповімо на Ваші запитання.
Поділитися в соціальних мережах:
Також дивіться:
