
 С сентября 2006 года серийно выпускается БМВ 3-й серии купе (Е92). Невзирая на свое техническое родство с седаном и Touring, купе БМВ 3-й серии имеет
С сентября 2006 года серийно выпускается БМВ 3-й серии купе (Е92). Невзирая на свое техническое родство с седаном и Touring, купе БМВ 3-й серии имеет
 Аш длительный тест Range Rover Sport Supercharged подошел к концу. Первая хорошая новость: машину не угнали! Вторая: несмотря на соблазн, за
Аш длительный тест Range Rover Sport Supercharged подошел к концу. Первая хорошая новость: машину не угнали! Вторая: несмотря на соблазн, за
 Audi E-tron, представленный на автосалоне в Детройте в январе 2010 года, совсем не то же самое, что E-tron, который выставлялся осенью на IAA 2009 во
Audi E-tron, представленный на автосалоне в Детройте в январе 2010 года, совсем не то же самое, что E-tron, который выставлялся осенью на IAA 2009 во
 В зимнее время года при морозной погоде аккумулятор автомобиля испытывает нагрузку намного больше, чем в летнее время. Автовладельцами замеченны
В зимнее время года при морозной погоде аккумулятор автомобиля испытывает нагрузку намного больше, чем в летнее время. Автовладельцами замеченны
 Эта модель расширяет присутствие компании SEAT в сегменте рынка престижных автомобилей. Toledo - первый автомобиль компании дизайн которого выполнен
Эта модель расширяет присутствие компании SEAT в сегменте рынка престижных автомобилей. Toledo - первый автомобиль компании дизайн которого выполнен
 В 2000 г. семейство японских Corolla лишь обновилось. Спрос на эти машины падал и классическая Corolla уже не устраивала японских покупателей. Как
В 2000 г. семейство японских Corolla лишь обновилось. Спрос на эти машины падал и классическая Corolla уже не устраивала японских покупателей. Как
 Skoda Octavia - это современный переднеприводной автомобиль с поперечным расположением двигателя. На нём может стоять один из пяти моторов концерна
Skoda Octavia - это современный переднеприводной автомобиль с поперечным расположением двигателя. На нём может стоять один из пяти моторов концерна
 Дебют серийной модели PT Cruiser состоялся в 1999 году в Детройте. Компании Chrysler удалось зацепить ностальгическую струну в душе каждого простого
Дебют серийной модели PT Cruiser состоялся в 1999 году в Детройте. Компании Chrysler удалось зацепить ностальгическую струну в душе каждого простого
 Компания сыграла на контрасте, представив одновременно две модели, совершенно противоположные по идеологии: сверхэкономичный лимузин-гибрид А8 и
Компания сыграла на контрасте, представив одновременно две модели, совершенно противоположные по идеологии: сверхэкономичный лимузин-гибрид А8 и
 Toyota Tundra (Тойота Тундра) проектировался как грузовик. Мощный двигатель, основательная рама и большая грузоподъемность... вот что отличает этот
Toyota Tundra (Тойота Тундра) проектировался как грузовик. Мощный двигатель, основательная рама и большая грузоподъемность... вот что отличает этот

Саморобний інверторний зварювальний апарат з деталей старих телевізорів
Багатьом в господарстві став би в нагоді апарат для електрозварювання деталей з чорних металів. Оскільки серійно випускаються зварювальні апарати досить дорогі, багато радіоаматори беруться за самостійне їх виготовлення. Про один з таких пристроїв розповідає ця стаття.
З самого початку роботи я поставив собі завдання створення максимально простого і дешевого зварювального апарату з використанням в ньому широко поширених деталей і вузлів. З двох основних варіантів конструкції апарату - зі зварювальним трансформатором або на основі конвертора - був обраний другий. Дійсно, зварювальний трансформатор - це значний по перетину і важкий магнітопро-вод і багато мідного дроту для обмоток, що для багатьох малодоступним. Електронні ж компоненти для конвертора при їх правильному виборі недефіцитним і відносно дешеві.
В результаті досить тривалих експериментів з різними видами конвертора на транзисторах і тріністорах була складена схема, показана на рис. 1. Прості транзисторні конвертори виявилися надзвичайно примхливими і ненадійними, а три-ністорние без пошкодження витримують замикання виходу до моменту спрацьовування запобіжника. Крім того, тріністори нагріваються значно менше транзисторів.
Як легко бачити, схемне рішення не відрізняється оригінальністю - це звичайний однотактний конвертор, його гідність - в простоті конструкції і відсутності дефіцитних комплектуючих, в апараті використано багато радіодеталей від старих телевізорів. І, нарешті, він практично не вимагає налагодження.
Зварювальний апарат має такими основними характеристиками:
Межі регулювання зварювального струму, А ........ 40 ... 130
Максимальна напруга на електроді на холостому ходу, В ........................ 90
Максимальний споживаний від мережі струм, А .............. 20
Напруга в електромережі змінного струму частотою 50 Гц, В ............. 220
Максимальний діаметр зварювального дроту, мм .......... 3
Тривалість навантаження (ПН),%, при температурі повітря 25 ° С і вихідному струмі
100 А ...................... 60
130 А ...................... 40
Габарити апарату, мм. .350х 180Х 105
Маса апарату без підвідних кабелів і електро-додержателя, кг ............... 5,5
Рід зварювального струму - постійний, регулювання - плавне. При зварюванні в стик сталевих листів товщиною 3 мм електродом діаметром 3 мм сталий струм, споживаний апаратом від мережі, не перевищує 10 А.
Зварювальне напруга включають кнопкою, розташованої на електродотримачі, що дозволяє, з одного боку, використовувати підвищена напруга запалювання дуги і підвищити електробезпека, з іншого, оскільки при відпуску електродотримача напруга на електроді автоматично відключається. Підвищена напруга полегшує запалювання дуги і забезпечує стійкість її горіння.
Використання постійного зварювального струму при зворотній полярності зварювального напруги дозволяє з'єднувати тонколистові деталі.
Напруга випрямляє діодний міст VD1-VD4. Випрямлений струм, протікаючи через лампу HL1, починає заряджати конденсатор С5. Лампа служить обмежувачем зарядного струму і індикатором цього процесу. Зварювання слід починати тільки після того, як лампа HL1 згасне.
Одночасно через дросель L1 заряджаються конденсатори батареї С6-С17. Світіння світлодіода HL2 показує, що апарат підключено до мережі. Тринистор VS1 поки закритий.
При натисканні на кнопку SB1 запускається імпульсний генератор на частоту 25 кГц, зібраний на однопо-реходном транзисторі VT1. Імпульси генератора відкривають тринистор VS2, який, в свою чергу, відкриває з'єднані паралельно тріністори VS3-VS7. Конденсатори С6-С17 розряджаються через дросель L2 і первинну обмотку трансформатора Т1.
Ланцюг дросель L2 - первинна обмотка трансформатора Т1 - конденсатори С6-С17 є коливальний контур. Коли напрямок струму в контурі змінюється на протилежне, ток починає протікати через діоди VD8, VD9, а тріністори VS3-VS7 закриваються до наступного імпульсу генератора на транзисторі VT1. Далі процес повторюється.
Імпульси, що виникають на обмотці III трансформатора Т1, відкривають тринистор VS1. який безпосередньо з'єднує мережевий випрямляч на діодах VD1 - VD4 з тринистор-ним перетворювачем. Світлодіод HL3 служить для індикації процесу генерації імпульсного напруги. Діоди VD11-VD34 випрямляють зварювальне напруга, а конденсатори С19 - С24 - його згладжують, полегшуючи тим самим запалювання зварювальної дуги.
Вимикачем SA1 служить пакетний або інший перемикач на струм не менше 16 А. Секція SA1.3 замикає конденсатор С5 на резистор R6 при виключенні і швидко розряджає цей конденсатор, що дозволяє, не побоюючись поразки струмом, проводити огляд і ремонт апарату. Вентилятор ВН-2 (з електродвигуном М1 за схемою) забезпечує примусове охолодження вузлів пристрою. Менш потужні вентилятори використовувати не рекомендується, або їх доведеться встановлювати кілька. Конденсатор С1 - будь-який, призначений для роботи при змінній напрузі 220 В.
Випрямні діоди VD1-VD4 повинні бути розраховані на струм не менше 16 А і зворотне напруга не менше 400 В. Їх необхідно встановити на пластинчасті уголковие теплоотво-ди розмірами 60x15 мм завтовшки 2 мм з алюмінієвого сплаву. Замість одиночного конденсатора С5 можна використовувати батарею з декількох паралельно включених на напругу не менше 400 В кожен, при цьому ємність батареї може бути більше зазначеної на схемі.
Дросель L1 виконаний на сталевому муздрамтеатрі ПЛ 12,5x25-50. Підійде і будь-який інший магнітопровід такого ж або більшого перетину при виконанні умови размещаемості обмотки в його вікні. Обмотка складається з 175 витків дроту ПЕВ-2 1,32 (провід меншого діаметра використовувати не можна!). Магнитопровод повинен мати немагнітний зазор 0,3 ... 0,5 мм. Індуктивність дроселя - 40 ± 10 мкГн.
Конденсатори С6-С24 повинні володіти малим тангенсом кута діелектричних втрат, а С6-С17 - ще і робочою напругою не менше 1000 В. Найкращі з випробуваних мною конденсаторів - К78-2, що застосовувалися в телевізорах. Можна використовувати і більш широко поширені конденсатори цього типу іншої ємності, довівши сумарну ємність до зазначеної в схемі, а також плівкові імпортні. Спроби використовувати паперові або інші конденсатори, розраховані на роботу в низькочастотних ланцюгах, призводять, як правило, до виходу їх з ладу через деякий час.
Тріністори КУ221 (VS2-VS7) бажано використовувати з літерним індексом А чи в крайньому випадку Б або Г. Як показала практика, під час роботи апарату помітно розігріваються катодні висновки тринисторов, через що не виключено руйнування пайок на платі і навіть вихід з ладу тринисторов. Надійність буде вище, якщо на висновок катода тринисторов надіти або трубки-пістони, виготовлені з лудженої мідної фольги товщиною 0,1 ... 0,15 мм, або бандажі у вигляді щільно згорнутої спіралі з мідної лудженої дроту діаметром 0,2 мм і пропаять по всій довжині. Пістон (бандаж) повинен покривати висновок на всю довжину майже дощенту. Паяти треба швидко, щоб не перегріти тринистор.
У Вас виникне питання: а чи не можна замість декількох порівняно малопотужних тринисторов встановити один потужний? Так, це можливо при використанні приладу, що перевершує (або хоча б порівнянного) за своїми частотним характеристикам тріністори КУ221А. Але серед доступних, наприклад, з серій ТЧ або ТЛ, таких немає. Перехід же на низькочастотні прилади змусить знизити робочу частоту з 25 до 4 ... 6 кГц, а це призведе до погіршення багатьох найважливіших характеристик апарату і гучній пронизливому писку при зварюванні.
Крім цього, встановлено, що один потужний тринистор менш надійний, ніж кілька включених паралельно, оскільки їм легше забезпечити кращі умови відведення тепла. Досить групу тринисторов встановити на одну тепловідвідними пластину завтовшки не менше 3 мм.
Оскільки токоуравнівающіе резистори R14-R18 (C5-16 В) при зварюванні можуть сильно нагріватися, їх перед монтажем необхідно звільнити від пластмасової оболонки шляхом випалу або нагрівання струмом, значення якого необхідно підібрати експериментально.
Діоди VD8 і VD9 встановлені на загальному тепловідведення з тріністорамі, причому діод VD9 ізольований від тепловідведення слюдяною прокладкою.
Замість КД213А підійдуть КД213Б і КД213В, а також КД2999Б, КД2997А, КД2997Б. При монтажі діодів і тринисторов застосування теплопрово-дящей пасти обов'язково.
Дросель L2 являє собою бескаркасную спіраль з 11 витків проводу перерізом не менше 4 мм2 в термостійкої ізоляції, намотану на оправці діаметром 12 ... 14 мм. Дросель під час зварювання сильно розігрівається, тому під час намотування спіралі слід забезпечити між витками зазор 1 ... 1.5 мм, а розташовувати дросель необхідно так, щоб він знаходився в потоці повітря від вентилятора.
Мал. 2
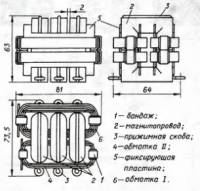
Магнитопровод трансформатора Т1 складений з трьох складених разом магнітопро-водів ПК30х16 з фериту 3000НМС-1 (на них виконували рядкові трансформатори старих телевізорів). Первинна і вторинна обмотки розділені на дві секції кожна (див. Рис. 2), намотані проводом ПСД1,68х10,4 в стеклотканевой ізоляції і з'єднані послідовно згідно. Первинна обмотка містить 2x4 витка, вторинна - 2x2 витка.
Секції намотують на спеціально виготовлену дерев'яну оправлення. Від розмотування витків секції оберігають по два бандажа з лудженої мідного дроту діаметром 0,8 ... 1 мм. Ширина бандажа - 10 ... 11 мм. Під кожен бандаж під-кладивают смугу з електрокартону або намотують кілька витків стрічки з склотканини. Після намотування бандажі пропаивают.
Один з бандажів кожної секції служить виведенням її початку. Для цього ізоляцію під бандажем виконують так, щоб з внутрішньої сторони він безпосередньо стикався з початком обмотки секції. Після намотування бандаж припаюють до початку секції, для чого з цієї ділянки витка заздалегідь видаляють ізоляцію і облужівают його.
Слід мати на увазі, що в найбільш важкому тепловому режимі працює обмотка I. З цієї причини при намотування її секцій і при складанні слід між зовнішніми частинами витків передбачити повітряні зазори, вкладаючи між витками короткі, змащені теплостійким клеєм, вставки з склотекстоліти. Взагалі, чим більше повітряних зазорів в обмотках, тим ефективніше буде відведення тепла від трансформатора.
Тут доречно відзначити також, що секції обмоток, виготовлені зі згаданими вставками і прокладками проводом того ж перетину 1,68x10,4 мм2 без ізоляції, будуть в тих же умовах охолоджуватися краще.
Далі обидві секції первинної обмотки складають разом одну на іншу так, щоб напрямки їх намотування (відлічувані від їх кінців) були протилежними, а кінці перебували з одного боку (див. Рис. 2). Стикаються бандажі з'єднують пайкою, причому до передніх, службовцям висновками секцій, доцільно припаяти мідну накладку у вигляді короткого відрізка проводу, з якого виконана секція.
В результаті виходить жорстка нероз'ємна первинна обмотка трансформатора. Вторинну виготовляють аналогічно. Різниця тільки в числі витків в секціях і в тому, що необхідно передбачити висновок від середньої точки.
Обмотки встановлюють на муздрамтеатр строго певним чином - це необхідно для правильної роботи випрямляча VD11 - VD32. Напрямок намотування верхньої секції обмотки I (якщо дивитися на трансформатор зверху) має бути проти годинникової стрілки, починаючи від верхнього виведення, який необхідно підключити до дроселя L2. Напрямок намотування верхньої секції обмотки II, навпаки, - за годинниковою стрілкою, починаючи від верхнього виведення, його підключають до блоку діодів VD21-VD32.
Обмотка III являє собою виток будь-якого дроту діаметром 0,35 ... 0,5 мм в теплостійкою ізоляції, яка витримує напругу не менше 500 В. Його можна розмістити в останню чергу в будь-якому місці муздрамтеатру з боку первинної обмотки.

Мал. 3
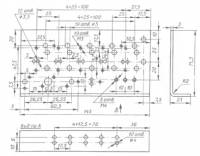
Для забезпечення електробезпеки зварювального апарату і ефективного охолодження потоком повітря всіх елементів трансформатора дуже важливо витримати необхідні зазори між обмотками і магніто-проводом. Це завдання виконують чотири фіксуючі пластини, які закладаються в обмотки при остаточному складанні вузла. Пластини виготовляють з склотекстоліти товщиною 1,5 мм відповідно до креслення на рис. 3. Після остаточного регулювання пластини доцільно закріпити термостійким клеєм.
Трансформатор кріплять до основи апарату трьома скобами, зігнутими з латунної або мідної дроту діаметром 3 мм. Ці ж скоби фіксують взаємне положення всіх елементів муздрамтеатру. Перед монтажем трансформатора на підставу між половинами кожного з трьох комплектів муздрамтеатру необхідно вкласти немагнітні прокладки з електрокартону, гетинакса або текстоліту товщиною 0,2 ... 0,3 мм.
Для виготовлення трансформатора можна використовувати магнітопроводи і інших типорозмірів перерізом не менше 5,6 см2. Підійдуть, наприклад, Ш20х28 або два комплекти Ш 16x20 з фериту 2000НМ1. Обмотку I для броньового муздрамтеатру виготовляють у вигляді єдиної секції з восьми витків, обмотку II - аналогічно описаному вище, з двох секцій по два витка.

Мал. 4
Зварювальний випрямляч на діодах VD11-VD34 конструктивно являє собою окремий блок, виконаний у вигляді етажерки (див. Рис. 4). Вона зібрана так, що кожна пара діодів виявляється вміщеній між двома тепловідвідними пластинами розмірами 44x42 мм і товщиною 1 мм, виготовленими з листового алюмінієвого сплаву. Весь пакет стягнутий чотирма сталевими різьбовими шпильками діаметром 3 мм між двох фланців товщиною 2 мм (з такого ж матеріалу, що і пластини), до яких гвинтами прикріплені з двох сторін дві плати, що утворюють висновки випрямляча.
Всі діоди в блоці орієнтовані однаково - висновками катода вправо по малюнку - і впаяні висновками в отвори плати, яка служить загальним плюсовим висновком випрямляча і апарату в цілому. Анодні висновки діодів впаяні в отвори другий плати. На ній сформовані дві групи висновків, що підключаються до крайніх висновків обмотки II трансформатора згідно зі схемою.
З огляду на великий загальний струм, що протікає через випрямляч, кожен з трьох його висновків виконаний з декількох відрізків проводу довжиною 50 мм, впаяних кожен свого отвір і з'єднаних пайкою на протилежному кінці. Група з десяти діодів підключена п'ятьма відрізками, з чотирнадцяти - шістьма, друга плата із загальною точкою всіх діодів - шістьма. Провід краще використовувати гнучкий, перетином не менше 4 мм. Таким же чином виконані сільноточние групові висновки від основної друкованої плати апарату.
Плати випрямляча виготовлені з фольгованого склотекстоліти товщиною 0,5 мм і облужени. Чотири вузькі прорізи в кожній платі сприяють зменшенню навантажень на висновки діодів при температурних деформаціях. Для цієї ж мети висновки діодів необхідно відформувати, як показано на рис. 4.
У зварювальному випрямлячі можна також використовувати більш потужні діоди КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Їх число може бути меншим. Так, в одному з варіантів апарату успішно працював випрямляч з дев'яти діодів 2Д2997А (п'ять - в одному плечі, чотири - в іншому). Площа пластин тепловідведення залишилася колишньою, товщину їх виявилося можливим збільшити до 2 мм. Діоди були розміщені не попарно, а по одному в кожному відсіку.
Всі резистори (крім R1 і R6), конденсатори С2-С4, С6-С18, транзистор VT1, тріністори VS2 - VS7, стабілітрони VD5-VD7, діоди VD8-VD10 змонтовані на основний друкованої плати, причому тріністори і діоди VD8, VD9 встановлені на теплоотводе, пригвинчений до плати.

Мал. 5
Вона виготовлена з фольгированні-ного склотекстоліти товщиною 1,5 мм. Креслення плати зображений на рис. 5. Масштаб зображення - 1: 2, проте плату нескладно розмітити, навіть не користуючись засобами Фотозбільшення, оскільки центри майже всіх отворів і кордони майже всіх фольгових майданчиків розташовані по сітці з кроком 2,5 мм.
Великий точності розмітки і свердління отворів плата не вимагає, проте слід пам'ятати що отвори в ній повинні збігатися з відповідними отворами в теплоотво-дящей пластині. Перемичку в ланцюзі діодів VD8, VD9 виготовляють з мідного дроту діаметром 0,8 ... 1 мм. Припаювати її краще з боку друку. Другу перемичку з дроту ПЕВ-2 0,3 можна розташувати і на стороні деталей.
Груповий висновок плати, позначений на рис. 5 буквами Б, з'єднують з дроселем L2. В отвори групи В впаивают провідники від анодів тринисторов. Висновки Г з'єднують з нижнім за схемою виводом трансформатора Т1, а Д - з дроселем L1. Відрізки дроту в кожній групі мають бути однакової довжини і однакового перетину (не менше 2,5 мм 2).
Мал. 6
Тепловідведення представляет собою пластину завтовшки 3 мм з відігнутім краєм (див. Рис. 6). Кращий матеріал для відводу тепла - мідь (або латунь) При его відсутності придется використовуват пластину з алюмінієвого сплаву. Поверхня з боку установки деталей винна буті рівною, без зазубрин и вм'ятини.
У пластіні просвердлені отвори з різьбленням для Збірки ее з Друкований платою и кріплення елементів. Через отвори без різьбі пропущені Висновки деталей и з'єднувальні дроту. Через отвори в відігнутому краї пропущені анодні Висновки тринисторов. Три отвори М4 у теплоотводе прізначені для его електричного з'єднання з Друкований платою. Для цього використані три латунних гвинта з латунними гайками. Після остаточного регулювання апарату з'єднання пропаивают.

Мал. 7
Тепловідведення пригвинчують до друкованої плати з боку деталей з зазором 3,2 мм (це висота стандартної гайки М4). Після цього монтують резистори R7-R11, R14-R19, тріністори VS2-VS7 і діоди VD8, VD9. Креслення тепловідведення в зборі з платою показаний на рис. 7. Резистори кріплять на довгих висновках з метою їх найкращого охолодження.
Зазначену на схемі ємність батареї конденсаторів С19-С24 слід вважати мінімально необхідною. При більшій місткості запалювання дуги полегшується.

Мал. 8
Одноперехідний транзистор VT1 зазвичай проблем не викликає, однак деякі екземпляри при наявності генерації не забезпечують амплітуди імпульсів, необхідної для сталого відкривання тринистора VS2.
Всі вузли і деталі зварювального апарату встановлені на пластину-підставу з гетинаксу товщиною 4 мм (підійде також текстоліт товщиною 4 ... 5 мм) на одній його стороні. У центрі підстави прорізано кругле вікно для кріплення вентилятора; він встановлений з тієї ж його боку. Розміщення вузлів показано на рис. 8. Діоди VD1-VD4, тріністор VS1 і лампа HL1 змонтовані на уголкових кронштейнах. При установці трансформатора Т1 між сусідніми маг-нітопроводамі слід забезпечити повітряний зазор 2 мм
Кожен з затискачів для підключення зварювальних кабелів є мідний болт М10 з мідними гайками та шайбами. Головкою болта зсередини притиснутий до основи мідний кутник, додатково зафіксований від провертання гвинтом М4 з гайкою. Товщина полки кутника - 3 мм. До другої полиці болтом або паянням підключений внутрішній з'єднувальний провід.
Збірку друкована плата-тепловідвід встановлюють деталями до основи на шести сталевих стійках, зігнутих з смуги шириною 12 і товщиною 2 мм.
На лицьову сторону підстави виведені ручка тумблера SA1, кришка держателя запобіжника, светодіо-ди HL2, HL3, ручка змінного резистора R1, затискачі для зварювальних кабелів і кабелю до кнопки SB1. Крім цього, до лицьовій стороні прикріплені чотири стійки-втулки діаметром 12 мм з внутрішнім різьбленням М5, виточені з текстоліту. До стійок прикріплена фальшпанель з отворами для органів управління апаратом і захисною решіткою вентилятора.
Фальшпанель можна виготовити з листового металу або діелектрика товщиною 1 ... 1,5 мм. Я вирізав її з склотекстоліти. Зовні до фальшпанели пригвинчені шість стійок діаметром 10мм, на які намотують мережевий і зварювальні кабелі по закінченні зварювання. На вільних ділянках фальшпанели просвердлені отвори діаметром 10 мм для полегшення циркуляції охолоджуючого повітря.
Зібране підставу поміщено в кожух з кришкою, виготовлений з листового текстоліту (можна використовувати гетинакс, склотекстоліт, вініпласт) товщиною 3 ... 4 мм. Отвори для виходу охолоджуючого повітря розташовані на бічних стінках. Форма отворів значення не має, але для безпеки краще, якщо вони будуть вузькими і довгими. Загальна площа вихідних отворів не повинна бути менше площі вхідного. Кожух забезпечений ручкою і плечовим ременем для перенесення. Зовнішній вигляд апарата з укладеними кабелями представлений на рис. 9.
Електродотримачі конструктивно може бути будь-яким, аби він забезпечував зручність роботи і легку заміну електрода На ручці електро-додержателя потрібно змонтувати кнопку (SB1 за схемою) в такому місці, щоб зварювальник міг легко утримувати її натиснутою навіть рукою в рукавиці.
Оскільки кнопка знаходиться під напругою мережі, необхідно забезпечити надійну ізоляцію як самої кнопки, так і підключеного до неї кабелю.
